1. Einleitung
Einleitend eine Erklärung zum
Finetuning von Gitarren und Bässen. Jedes Instrument, welches von
unseren Heroe´s und Idolen gespielt wird, ist finegetunt. Hier
werden in den Customshop Abteilungen der Hersteller von den Master
Builder`n (Gitarrenbaumeistern) mit Perfektion und kompromisslosem Know
How erlesene Unikate erschaffen. Diese Instrumente sind optisch
modelgleich mit den Serieninstrumenten, aber substanziell haben sie
nichts aber auch gar nichts bis auf die Äußerlichkeiten wie
Form und Farbe miteinander gemeinsam. Hier wird nicht geklotzt wie in
der Serienfertigung, hier wird richtig bis zur Vollendung des
Instruments gekleckert. Hier geht's letztendlich um die
Repräsentation der Herstellerfirma.
In der Realität sieht die Sache etwas anders aus, hier sind die
Hersteller leider gezwungen durch ständig abnehmende Ressourcen an
Tonhölzern, gestiegene Weltmarktpreise für Materialien,
Lohnkostenerhöhungen in Industrieländern usw. Produktionen
entweder in Billiglohnländer zu verlagern oder eigene Produktionen
zu industrialisieren bzw. schlanker zu fahren um letztendlich Preise
stabil zu halten.
Diese Problematik fördert letztendlich nicht die Qualität von Instrumenten.
Wir nehmen uns dieser Problematik an und wollen sowohl dem jungen als
auch dem erfahrenen Musiker das Stück Individualität
wiedergeben, das er sich erhofft und für seine Eigenentwicklung benötigt.
2. Tunings der Firma - Dokumentation
|
Konzertgitarre Höfner HF 15 |
Zuerst entferne ich die Besaitung. Danach wird die Decke seitlich des Griffbretts zum Schutze der Lackierung abgeklebt.
|
|

Jetzt wird die ausgetretene Bundkante mit einer Fret Beveling File bearbeitet und anschließend mit einer Bundfeile verrundet. Abschließend wird mit ganz feinem Schleifpapier die Bundkante poliert.
|
|
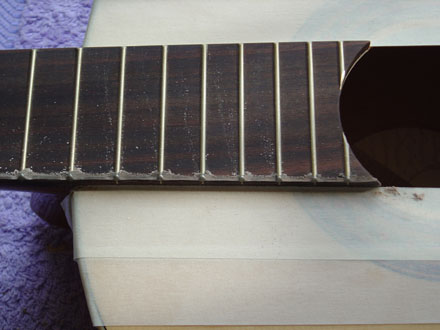
| Nun kommt der Abrichtschliff des Bundoberfelds. |
|
|

| Danach wird jeder einzelne Bundstab mit 2000er Schleifpapier und Schutzklinge auspoliert. |
|
|

Abschließend wird das Griffbrett mit Spezialöl konserviert, welches wir bei Erstbehandlung immer einen ganzen Tag einziehen lassen.
|
|

| Zuletzt werden neue Saiten aufgelegt, die Stegeinlage einintoniert und der Sattel nachgekerbt. |
|
|

| Erst dann findet das Instrument seinen Platz in meinem Verkaufsraum. |
|
|

|
Epiphone SG 400 - Worn Brown |
Zuerst erfolgt eine kompl. Demontage des Instruments. Danach wird der Plastiksattel entfernt.
|
|

| und ein neuer Sattelrohling aus Vintage Bone angefertigt |
|
|

| und eingepasst. |
|
|

| Anschließend erfolgt der Abrichtschliff des Bundoberfelds mit Feinschliff jedes einzelnen Bundstabes |
|
|

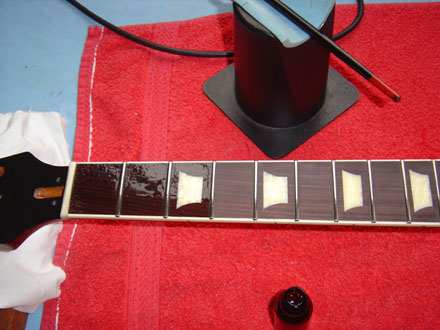
Nun erfolgt bei diesem Instrument eine Behandlung der Lasur. Die Nachbehandlung der Lasur bei der Worn Kollektion von Epiphone verleit dem Instrument die Patina um es richtig worn aussehen zu lassen und zusätzlich beinhaltet es die Pflege der Oberfläche.
|
|

| und das Ölen bzw. Konservieren des Griffbretts. |
|
|
Danach erfolgt die Montage der Hardware. An den Pickups wird die Schutzfolie entfernt um die Polpieces einzustellen.
|
|

| Danach wird Bridge, Stoptailpiece und Pickguard montiert. |
|
|

| Jetzt wird der Vintage Bone Sattel gekerbt |
|
|

| und Oktavreinheit, Halsstab und Saitenlage genau einintoniert. |
|
|

| Erst jetzt geht das Instrument ins Verkaufssortiment. |
|
|

|
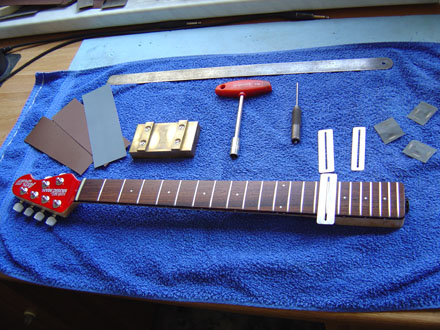
Jackson Randy Roads RX 10 D Cobalt Blue Swirl |
Zuerst wird der Hals aus dem Body demontiert. Danach erfolgt der Abrichtschliff des Bundoberfelds.
|
|

| mit auspolieren jedes Bundstabes mit Schutzklinge. |
|
|

| Danach wird der Sitz der Top Lock in Höhe durch feinschleifen optimiert. |
|
|

| Jetzt kommt Vitamin P wie Pflege ...das Griffbrett wird geölt und konserviert. |
|
|

| Anschließend werden die Polpieces an den Pickup eingestellt. |
|
|

| Danach wird eine Back Box in die Federkammer eingesetzt, Ernie Balls aufgelegt, |
|
|

Halsstab, Oktavreinheit und Saitenlage optimal eingestellt. Abschließend findet die Randy Roads ihren Weg ins Verkaufssortiment.
|
|

|
Music Man Axis Super Sport |
Nach der Demontage des Halses kommt gleich der schwerste Waffengang zuerst. Die Entnahme des Plastiksattels der mit Lack in die Sattelnut eingelegt ist. Ich trenne mit der Einstrichsäge den Plastiksattel mittig auf
|
|

| und entnehme den hinteren Teil des Sattels, |
|
|

danach schneide ich mit der Glashobelklinge den vorderen Teil aus dem Lack und setze einen Vintage Bone Rohling sauber und passgerecht in die vorhandene Sattelnut ein. Danach wird die Bundkante sowie das Bundoberfeld abricht geschliffen und mit der Schutzklinge und 2000er Schleifpapier poliert.
|
|
| Jetzt wird der Hals montiert, die Saiten werden aufgelegt, der Vintage Bone Sattel wird gekerbt |
|
|

| und abschließend werden Halsstab, Saitenlage und Oktavreinheit eingestellt. |
|
|

Zusätzlich habe ich bei diesem Instrument das Elektrikfach abgeschirmt. Mit Kupfer - Silberleitlack und reiner Kupferfolie wurden die Poties und der Schalter in einen so genannten Faraday'schen Käfig gesteckt in dem Einstreuungen unmöglich sind.
|
|

Gerade beim Spielen mit Sendeanlagen macht sich das sehr positiv bemerkbar. Nun geht sie ins Verkaufssortiment ...mehr kann man bei diesem hervorragenden Instrument nicht tunen.
|
|

Ich bin ständig
bemüht das Sortiment in allen Preisklassen mit den Filetstücken
der Hersteller zu bestücken. Sollte ich Euch nicht zufrieden
stellen können nehme ich mich gern der Problematik an, Euch euer
Trauminstrument zu bestellen und aufzurüsten bzw. zu tunen.
3. Gitarrenkunde - die allgemeinen Probleme
Bundkanten ausgetreten, hier ist zu erklären, dass die
Nachtrocknung des Griffbretts im wesentlichen auf den
Ablagerungszeitraum des Holzes eine Antwort beinhaltet. Das Holz des
Griffbretts ist in den Trockenkammern der Hersteller je nach Holzart
bis 8 % Restfeuchtigkeit runter gebrannt. Nach Fertigstellung des
Instruments werden in der Verpackungseinheit, meist in Folie, so
genannte Silikatkissen beigelegt, die die Luftfeuchtigkeit kompl.
aufnehmen. Beim Musikalienhändler der in der Regel das Instrument
aus der Verpackung entnimmt um es in seinem Laden vor dem Verkauf zu
repräsentieren, vollzieht sich dann folgender Prozess. Das
Griffbrettholz nimmt extrem Luftfeuchtigkeit auf und es beginnt danach
die natürliche Schrumpfung, welche die Bundkanten austreten
lässt. Dieser Prozess definiert ganz deutlich, dass
Trockenkammerholz gegenüber luftgetrockneten Tonholz noch
nachträglich wesentlich mehr arbeitet. Hier zu ist zu sagen "die
Natur lässt sich nicht überlisten". Abhilfe ist hier zu
schaffen in dem man das Griffbrett des Instruments so schnell wie
möglich mit einem Spezialöl das in jedem guten Fachhandel
erhältlich ist sättigt um es zu konservieren. Meist ist es
aber dafür schon zu spät, da die Instrumente bei den
Fachhändlern doch eine gewisse Zeit hängen und nur
erfahrungsgemäß der kleinere Teil meiner Berufskollegen sich
mit Pflege und Wartung ausgiebig beschäftigt. Dieser Arbeitsgang
kann auch nur bei unlackierten Griffbrettern meist aus Palisander,
Ebenholz und Ahorn Abhilfe schaffen. Bei Maplenecks mit einer
Lackierung gibt es hier keine Möglichkeit diesen Prozess
einzuschränken. Letztendlich muss hier der Gang zum Gitarrenbauer
vorgenommen werden, er wird fachgerecht den Grad seitlich entfernen,
die Bundkante mit der Bundfeile verrunden und abschließend
polieren damit ein vernünftiges Spielgefühl wieder
hergestellt wird.
Scheppern der Saiten an einigen Bünden, hier ist zuerst zu
erklären, dass die Bundierung im Produktionsprozess meist mit
Bundeinpresse vorgenommen wird. Die Presse ist so eingestellt, dass der
Druck zur mittleren Wichte des Holzes berechnet ist. Der
Bundstabfuß wird in den vorgeschnittenen Schlitz gepresst, der
Kopf des Stabes liegt auf dem Griffbrett bündig auf. Bedingt durch
eine mittlere Wichte des organischen Materials Holz ergeben sich hier
oftmals ganz leichte Toleranzen von zehntel Millimetern und weniger in
der Höhe des Bundoberfelds. Und genau diese Toleranzen führen
dann dazu, dass z. B. die G - Saite oder E - Saite am 3., 11. oder 19.
Bund bei optimaler Einstellung der Saitenlage scheppert. Selbst der
beste Gitarrenbaumeister wird in sich gekehrt zugeben, dass er nie alle
Bünde auf zehntel oder hundertstel Millimeter bei einer Neu- oder
Nachbundierung einsetzen kann. Hier wird immer ein Abrichtschliff des
Bundoberfelds mit anschließendem feinschleifen bzw. polieren
jedes einzelnen Bundstabes das optimale Ergebnis bringen. Leider gibt
es nur ganz wenige Hersteller weltweit die diesen Arbeitsgang in ihren
Herstellungsprozess integrieren. Ich möchte auch davon abraten,
wie leider in einigen Fachzeitschriften zum Teil mit abenteuerlichen
Werkzeugen und Utensilien aus dem Baumarkt nebenan interpretiert,
diesen Arbeitsgang in Eigenregie auszuführen. Grundsätzlich
ist hier der Gang zum versierten Gitarrenbauer erforderlich, denn die
in sich bindende Logik besagt, es gibt bei der Instrumentenreparatur
immer nur einen Versuch. Selbst die vor einigen Jahren von Spezialisten
des Werkzeugbaus entwickelte Maschine Namens Plek Pro mit optischer
Analyse von Sensoren abgetastet und ausgedruckter Zertifizierung des
Abrichtprotokolls konnte den Markt nicht erobern. Die Handarbeit eines
versierten Instrumentenbauers ist auch in einer hoch technisierten Zeit
noch nicht zu ersetzen. Instrumentenbau bleibt und ist eine
Gefühls- und Fleißarbeit.
Sattel / Stegeinlage oder Bridge nicht sauber intoniert. Jetzt geht's
fachlich richtig ins Eingemachte. Ich fange mit dem Sattel an. Als
Grundmaterial nehmen fast alle Hersteller Plastik als Sattelmaterial.
Plastik ist unumstritten das Material für einen Sattel welches
sich im Produktionsprozess am schnellsten und präzisesten mittels
Plastikspritzgerät vor Fertigen und anschließend am
einfachsten nachbearbeiten lässt. Der Sattel ist aber an der
Gitarre bzw. Bass einer der wichtigsten Punkte, er ist der obere
Schwingungsknotenpunkt. Hier hat das Material Plastik zwar den Vorteil
für Herstellerfirmen wirtschaftlich alle voran gegangenen
Vorraussetzungen zu bieten aber im Instrumentenbau ist es klanglich
denkbar ungeeignet. Plastik überträgt die Saitenschwingung am
Obersattel nur gefiltert bzw. gedämpft. Hier sind Naturmaterialien
wie Water Buffalo Horn, Vintage Bone, Fossilized Mammoth Ivory und auch
Messing die Materialien die die Saitenschwingung wesentlich besser ins
Holz übertragen. Diese Materialien sind nur mit hohem Zeitaufwand
und von erfahrenen Zupfinstrumentenbauern zu verarbeiten und wurden
leider aus dem Produktionsprozess fast aller Hersteller aus
Kostengründen weg rationalisiert. Im Streichinstrumentenbau werden
nach wie vor Ebenholzsättel angefertigt und eingesetzt. Hier wird
eine wesentlich bessere Produktpflege von den Herstellerfirmen
betrieben. Das war lediglich der erste Punkt des Sattels und beschrieb
nur die Materialkonsistenz sprich im wesentlichen die Härte und
das Schwingungsverhalten. Der viel wesentlichere Punkt beim Sattel ist
die saubere Intonation, das Verhältnis zu den ersten
Bundstäben. Man kann an den Reitern der Bridge oder des Tremolos
die Oktavreinheit noch so genau einstellen, wenn der Obersattel nicht
ganz genau gekerbt ist, wird das ganze Instrument in sich nie sauber
klingen.
Der cleane Sound (unverzerrt) gibt dem menschlichen Ohr, das
sinusförmig hört, noch nicht den vollen Umfang Disharmonien
zu hören und zu verstehen. Der verzerrte Sound, ganz egal ob hier
geradzahlige harmonische Obertöne (Röhrenverzerrung) oder
ungeradzahlige harmonische Obertöne ( Transistorverzerrung )
wahrgenommen werden, gibt dem menschlichen Ohr die Erkenntnis,
Schwebungseinbrüche und Differenzfrequenzen ganz deutlich
wahrzunehmen und rauszuhören.
Als Test : geh am Besten folgendermaßen vor.
Zuerst stimme deine Gitarre in den Lehrsaiten, überprüfe die
Stimmung an den Flageolett Tönen über dem 12. Bund. Benutze
hierzu am besten auch ein Stimmgerät verlasse dich aber immer auf
dein Gehör. Danach spielst du die einfachsten Bundakkorde wie
A-Dur, D-Dur und G-Dur in der ersten Lage, danach genau eine Oktave
höher hinter dem 12. Bund zuerst Clean dann verzerrt immer
schön ausklingen lassen. Hörst du hier schon
Schwebungseinbrüche solltest du zuerst kontrollieren ob deine
Oktavreinheit an den Reitern der Brücke oder des Tremolos genau
eingestellt ist. Ausgangspunkt ist hier wieder der Flageolett Ton
über dem 12. Bundstab. Danach greifst du den Ton auf dem 12.
Bundstab. Ist der gegriffene Ton zu niedrig muss die Mensur
verkürzt werden, der Reiter sollte in Richtung des Halses
positioniert werden. Ist der gegriffene Ton zu hoch muss die Mensur
verlängert werden, der Reiter sollte in Richtung des Bodys
positioniert werden. Aber immer schön sachte es geht hier um
Millimeter bzw. zehntel Millimeter. Bei der G und H Saite musst du noch
differenzierter arbeiten hier ist zu beachten, dass du ca. + / - 1
große Terz (4 Halbtonschritte) um den 12. Bund herum die
Einstellung überprüfst und gegebenen Falls korrigierst.
Bundanschnitte sind letztendlich aus der zwölften Wurzel aus zwei
nach dem Newtonschen Iterationsverfahren und unter
Berücksichtigung des Pythagoreischen Kommas errechnete Mittelwerte
die der wohltemperierten Stimmung entsprechen.
Du solltest dich hier wieder zuerst auf dein Stimmgerät (
unbedingt chromatisch ) verlassen, die Akkorde aber dann mit deinem
Gehör prüfen. Jetzt haben wir lediglich erst einmal den
Oktavteiler genau eingestellt.
Nun wieder zurück zum Sattel. Jetzt wirst du ganz deutlich
hören, wenn du mit einem verzerrten Sound zwischen dem 3. und 7.
Bund einen Powerchord spielst wie sauber dein Instrument wirklich
klingt. Wenn der Akkord gleichmäßig ausklingt ist alles
okay, solltest du es aber nicht schwebungsfrei hören ist meist
etwas mit dem Sattel nicht in Ordnung. Bei Plastiksätteln ist als
erstes das Problem, dass sie meist nicht ordnungsgemäß
nachgekerbt sind und zweitens, dass sich durch die Stahlsaiten auf
deiner Gitarre oder deinem Bass die Saiten in den Schlitzen des
Plastiksattels eingraben bzw. einschneiden. Plastik bietet den
Stahlsaiten einfach nicht genügend Härte. Gerade die
Bezugskante zum 1. Bund wird durch das Eingraben der Saite in der
Sattelkerbe zum wesentlichen Faktor der letztendlich dazu beiträgt
das dein Instrument nicht sauber klingt. Alle oben aufgezählten
Naturmaterialien weisen hier wesentlich bessere Eigenschaften als
Plastik aus. Mein persönlicher Favorit Vintage Bone hat
zusätzlich noch hervorragende Gleiteigenschaften, welche beim
Benutzen des Tremolos oder bei starken Bendings die
Stimmstabilität positiv beeinflusst.
Nun zum unteren Schwingungsknotenpunkt. Bei E - Gitarren und
Bässen meist Bridge (Brücke) oder Tremolo. Bei Konzert oder
Westerngitarren ist es die Stegeinlage. Ich fange mit den Stromgitarren
an. Hier entscheiden immer die Materialien die Übertragung der
Saitenschwingung. Gute Hardware Hersteller benutzen für ihre
Tremolos und Brücken meist Messing oder Stahl. Minderwertig ist
Aluminiumspritzguss sowie Brücken in denen die Reiter sogar aus
Plastik sind sollte man als Hardwarematerial nicht benutzen. Als
zweiter wichtiger Punkt ist die Konstruktion der Brücken und
Tremolos zu beachten. Wichtige Faktoren sind hier, Länge des
Einstellbereichs für die Oktavreinheit und genügend
Seitenhalt und Sitz bei Saitenschwingung. Auch hier wird euch jeder
versierte Gitarrenbauer eine Empfehlung geben.
Nun als letztes zu den Stegeinlagen der Akustikgitarren. Hier ist als
erstes zu erwähnen das Plastik wie beim Sattel als Material
klanglich nicht vorteilhaft ist. Gerade bei Akustikgitarren mit einem
Piecopickup unter der Stegeinlage wirkt es wie ein Filter. Der Ton muss
zuerst durch die Stegeinlage, danach wird er im Piecopickup abgenommen
und mit der Deckenschwingung kompensiert. Auch hier sind die
Naturmaterialien wesentlich besser geeignet den unteren
Schwingungsknotenpunkt optimaler zu übertragen. Allerdings sollte
bei der Anfertigung einer Stegeinlage aus den oben genannten
Naturmaterialien genau darauf geachtet werden, dass die Oktavreinheit
berücksichtigt wird. Hier sollte sich der Besitzer des Instruments
genau auf einen Satz Saiten seiner Wahl festlegen. Warum? Die
Erklärung hier zu ist ganz Eindeutig. Eine Stegeinlage einer
Akustikgitarre ist max. 3,2 mm breit. Das bedeutet, dass der
Gitarrenbauer zwar auf dem Kamm der Stegeinlage die Position im
Verhältnis der Stärke berücksichtigen wird, aber der
wesentliche Faktor immer die Tension des Saitensatzes bleibt. Auf
Deutsch: ein 10ner Satz Westerngitarren Saiten hat eine wesentlich
niedrige Spannung als ein 13ner Satz. Hier wird bei gleichen Höhe
der Stegeinlage der gegriffene Ton am 12. Bund ( Ausgangston ist die
Lehrsaite bzw. der Flageolett Ton über dem 12. Bund ) mit einem
13ner Satz Saiten bedingt durch die höhere Zugfestigkeit jeder
einzelnen Saite dieses Satzes wesentlich höher sein als ein 10ner
Satz Saiten. Auch hier wird jeder versierte Gitarrenbauer die Höhe
der Stegeinlage im Verhältnis zur gewünschten Tension
(Stärke und Spannung) der Saiten in der Oktavreinheit optimieren
können. Letztendlich ist fast jede Konzert- oder Westerngitarre
sauber zu intonieren.
Allerdings sollte abschließend noch erwähnt werden, dass
alle bereits erwähnten Baugruppen immer in Symbiose funktionieren.
Erst auf einem genau abgerichteten Bundoberfeld lassen sich
Oktavreinheit und Intonation optimal herstellen.
Als nächstes werden wir hier die Thematik Pickups ausarbeiten. Ihr
werdet erfahren was sich hinter den Begriffen Gleichstromwiderstand,
Resonanzfrequenz und Mikrofonie verbirgt, um auch hier die
Qualitätsunterschiede im Einzelnen zu erklären.
| Bis bald der Mario |
Folgende Reparaturen führen wir an allen Zupfinstrumenten wie Gitarren, Bässen, Mandolinen, Banjos, Lauten usw. aus:
- Neu besaiten mit Einstellung Oktavreinheit und Trussrod (Halsstab)
- Bundoberfeld abrichten und polieren
- Bundkante abgraten und polieren
- Bundierungen aller Art
- Sattel anfertigen einsetzen und intonieren
- Stegeinlagen anfertigen mit Oktavoptimierung
- Stege aufleimen mit Anker setzen (Pariser Augen, Perlmutt)
- Zargen, Decken, und Bodenrisse reparieren
- Pickupeinbau in E - Gitarren und Bässen, auch mit Fräsungen
- Einbau von Abnahmesystemen in Akustikgitarren und anderen akustischen Zupfinstrumenten
- Modifizieren von Schaltungen (Splitting, Serie, Parallel)
- Abschirmungen
- Tremoloeinbau mit unterfräsen (z. B. Floyd Rose in Strat)
- Hals- und Kopfplattenbrüche mit Reparaturlackierung
- Mechanik wechseln
- Wechsel von elektronischen Bauteilen wie Potis, Schalter, Pickguards etc.
- Reparaturlackierungen
- Restauration
von historischen Zupfinstrumenten wie Lauten,Gamben etc.
- Reparatur und Finetuning von Vollröhrenamps
- Einzelanfertigung von Künstlerinstrumenten (E - Gitarren und Bässe)
- Erstellen von Versicherungsgutachten zur Regulierung im Schadensfall
Die Kalkulation einer Arbeitsstunde beträgt bei mir 36,00 € zuzüglich MWST
Ich rechne als kleinste AE (Arbeitseinheit) 15 min. Takt ab. 1 AE = 9,00 € zuzüglich MWST
Meine
Empfehlung ist immer das zu reparierende Instrument in Augenschein zu
nehmen. Kostenangebote oder Preise am Telefon oder per E - Mail zu
benennen bevor ich das Instrument gesehen habe, halte ich
persönlich für unseriös.
|
- nach oben - |